





খবর
 বাড়ি / খবর / শিল্প সংবাদ / ফোরজিং কানেক্টিং রড: প্রক্রিয়া, উপকরণ এবং কিভাবে একজন প্রস্তুতকারক নির্বাচন করবেন
বাড়ি / খবর / শিল্প সংবাদ / ফোরজিং কানেক্টিং রড: প্রক্রিয়া, উপকরণ এবং কিভাবে একজন প্রস্তুতকারক নির্বাচন করবেন ফোরজিং কানেক্টিং রড: প্রক্রিয়া, উপকরণ এবং কিভাবে একজন প্রস্তুতকারক নির্বাচন করবেন
 2026.05.14
2026.05.14
 শিল্প সংবাদ
শিল্প সংবাদ
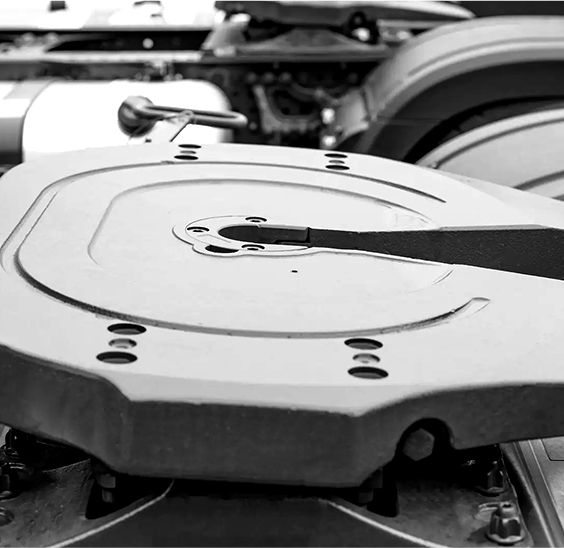
একটি সংযোগকারী রড নিঃশব্দে ব্যর্থ হয় — যতক্ষণ না এটি না হয়। যখন একটি রড 6,000 RPM-এ সাইক্লিক লোডিংয়ের অধীনে ফাটল, ফলাফল বিপর্যয়কর। এই কারণেই উত্পাদন পদ্ধতি একটি গৌণ সিদ্ধান্ত নয়: এটি কর্মক্ষমতা এবং নিরাপত্তা স্পেসিফিকেশন। ফোরজিং, বিশেষত হট ডাই ফোরজিং, সংযোগকারী রড তৈরির জন্য প্রভাবশালী প্রক্রিয়া থেকে যায় যা ইঞ্জিনের জীবনের উপর চরম জড়তা, জ্বলন চাপ এবং ক্লান্তি চক্র থেকে বেঁচে থাকে। এই নির্দেশিকাটি প্রতিটি পর্যায়ে চলে — উপাদান নির্বাচন থেকে চূড়ান্ত পরিদর্শন পর্যন্ত — এবং নকল সংযোগকারী রডগুলি সোর্স করার সময় সংগ্রহকারী দলগুলিকে কী মূল্যায়ন করতে হবে তা কভার করে৷
কেন সংযোগকারী রডগুলি নকল হতে হবে, কাস্ট নয়
সংযোগকারী রড যে কোনো ইঞ্জিনে সবচেয়ে শাস্তিমূলক লোড অবস্থার অধীনে কাজ করে। প্রতিটি পাওয়ার স্ট্রোক রডকে কম্প্রেশনে ঠেলে দেয়; প্রতিটি নিষ্কাশন এবং ইনটেক স্ট্রোক এটি টান টান. পার্শ্বীয় পিস্টন বাহিনী থেকে বাঁকানো স্ট্রেস যোগ করুন এবং রডটি শত শত মিলিয়ন চক্রের জন্য সম্পূর্ণ বিপরীত, উচ্চ-চক্রের ক্লান্তি লোডিং দেখে।
কাস্ট কানেক্টিং রড - লোহা হোক বা অ্যালুমিনিয়াম - একটি ছাঁচে গলিত ধাতু ঢেলে উত্পাদিত হয়। দৃঢ়ীকরণ প্রক্রিয়া অভ্যন্তরীণ ছিদ্র, সংকোচন গহ্বর এবং এলোমেলোভাবে ভিত্তিক শস্য কাঠামোর পরিচয় দেয়। এগুলো প্রসাধনী ত্রুটি নয়; তারা ক্লান্তি দীক্ষা সাইট. সাইক্লিক লোডিংয়ের অধীনে, ফ্র্যাকচার না হওয়া পর্যন্ত মাইক্রো-ফাটলগুলি এই শূন্যস্থানগুলি থেকে প্রচার করে।
ইস্পাত একটি প্লাস্টিকের (কিন্তু কঠিন) অবস্থায় থাকাকালীন ফোরজিং রডটিকে সংকোচনশীল বলের অধীনে আকার দেওয়ার মাধ্যমে এই ব্যর্থতা মোডকে দূর করে। ধাতুর শস্য কাঠামো অংশটির আকৃতির চারপাশে প্রবাহিত হয়, কোন অভ্যন্তরীণ শূন্যতা ছাড়াই একটি অবিচ্ছিন্ন, সারিবদ্ধ মাইক্রোস্ট্রাকচার তৈরি করে। ফলাফল হল এমন একটি উপাদান যার ক্লান্তি শক্তি, দৃঢ়তা এবং প্রভাব প্রতিরোধ ক্ষমতা সহজাতভাবে উচ্চতর — পোস্ট-প্রসেসিং কৌশলের মাধ্যমে নয়, বরং ফোরজিং অপারেশনের ধাতুবিদ্যার ফলাফলের মাধ্যমে। স্ট্রাকচারাল কম্পোনেন্টে ঢালাই করার সময় ফোরজিং এর প্রত্যক্ষ তুলনার জন্য, এই বিশ্লেষণটি দেখুন ঢালাই বনাম প্রকৌশল যন্ত্রপাতি উপাদান জন্য forging .
কানেক্টিং রড ফরজিং এ ব্যবহৃত উপকরণ
উপাদান নির্বাচন সমাপ্ত রড অর্জন করতে পারে এমন প্রতিটি কর্মক্ষমতা মেট্রিকের জন্য সিলিং সেট করে। বর্তমানে ব্যবহৃত তিনটি প্রধান বিভাগ হল মাঝারি কার্বন ইস্পাত, খাদ ইস্পাত (প্রধানত 4340-গ্রেড), এবং অ্যালুমিনিয়াম খাদ। প্রতিটি কর্মক্ষমতা-খরচ ম্যাট্রিক্সে একটি স্বতন্ত্র অবস্থান দখল করে।
| উপাদান | প্রসার্য শক্তি | ওজন | সাধারণ আবেদন |
|---|---|---|---|
| মাঝারি কার্বন ইস্পাত (যেমন, 1045) | ~620–830 MPa | স্ট্যান্ডার্ড | যাত্রীবাহী গাড়ি, হালকা বাণিজ্যিক ইঞ্জিন |
| খাদ ইস্পাত 4340 / 4330M | ~1,000–1,400 MPa | স্ট্যান্ডার্ড | উচ্চ-কর্মক্ষমতা ইঞ্জিন, ভারী-শুল্ক ডিজেল, মোটরস্পোর্ট |
| অ্যালুমিনিয়াম খাদ (7075-T6) | ~500–570 MPa | ~25% ইস্পাত থেকে হালকা | ড্র্যাগ রেসিং, হাই-রিভ প্রাকৃতিকভাবে উচ্চাকাঙ্ক্ষী ইঞ্জিন |
| নন-কোনচড এবং টেম্পারড স্টিল (যেমন, 38MnVS6) | ~850–1,000 MPa | স্ট্যান্ডার্ড | উচ্চ-ভলিউম স্বয়ংচালিত উত্পাদন (খরচ-অপ্টিমাইজড) |
SAE 4340 অ্যালয় স্টিল — একটি ক্রোমিয়াম-নিকেল-মলিবডেনাম গ্রেড — চাহিদার আবেদনের জন্য শিল্পের মানদণ্ড৷ এর গভীর কঠোরতা এবং উচ্চ ফলন শক্তির সংমিশ্রণ এটিকে টার্বোচার্জড, সুপারচার্জড বা উচ্চ-কম্প্রেশন ইঞ্জিন তৈরির জন্য পছন্দের পছন্দ করে তোলে। 38MnVS6-এর মতো নন-কোনচেড এবং টেম্পারড (NQT) স্টিলগুলি ভর-উৎপাদন স্বয়ংচালিত প্রোগ্রামগুলিতে স্থল অর্জন করছে কারণ তারা নিয়ন্ত্রিত পোস্ট-ফার্জ কুলিং এর মাধ্যমে লক্ষ্য যান্ত্রিক বৈশিষ্ট্যগুলিতে পৌঁছায়, একটি উত্সর্গীকৃত তাপ-চিকিত্সা পদক্ষেপকে দূর করে এবং উত্পাদন ব্যয় হ্রাস করে। কিভাবে উপাদান গ্রেড ফোরজি ফলাফল প্রভাবিত করে একটি বিস্তৃত চিকিত্সার জন্য, শিল্প অ্যাপ্লিকেশনের জন্য সঠিক ফরজিং উপাদান নির্বাচন করার জন্য গাইড গভীরতার মধ্যে নির্বাচন মানদণ্ড কভার.
সম্পূর্ণ সংযোগকারী রড ফোরজিং প্রক্রিয়া
সংযোগকারী রডগুলিকে দীর্ঘ-অক্ষ নির্ভুল ফোরজিংস হিসাবে শ্রেণীবদ্ধ করা হয়। তাদের জ্যামিতি - একটি পাতলা রশ্মি যা বিভিন্ন ব্যাসের দুটি বোরকে সংযুক্ত করে - প্রতিটি পর্যায়ে কঠোর মাত্রিক নিয়ন্ত্রণের দাবি করে। স্ট্যান্ডার্ড হট ফরজিং সিকোয়েন্সে আটটি ধাপ রয়েছে।
- ফাঁকা করা (শিয়ারিং): বার স্টক একটি বার শিয়ার বা করাত ব্যবহার করে একটি সুনির্দিষ্ট ওজন কাটা হয়. এই পর্যায়ে ওজন সামঞ্জস্য সরাসরি ডাই ক্যাভিটিতে উপাদান বন্টন নিয়ন্ত্রণ করে।
- মাঝারি-ফ্রিকোয়েন্সি ইন্ডাকশন হিটিং: খাদটি খাদের জন্য সর্বোত্তম ফোরজিং তাপমাত্রা পরিসরে উত্তপ্ত হয় — সাধারণত অ্যালয় স্টিলের জন্য 1,100–1,250 °C। ইন্ডাকশন ফার্নেসগুলি টাইট তাপমাত্রার অভিন্নতা প্রদান করে, যা ধারাবাহিক শস্য পরিশোধনের জন্য গুরুত্বপূর্ণ। দেখুন মেটাল ফরজিংয়ের জন্য সর্বোত্তম গরম করার তাপমাত্রা পরিসীমা খাদ-নির্দিষ্ট ডেটার জন্য।
- রোল ফোরজিং (বিলেট প্রস্তুতি): উত্তপ্ত বিলেট একটি রোল ফোরজিং মেশিনের মধ্য দিয়ে যায় যাতে রডের দৈর্ঘ্যের প্রোফাইল বরাবর উপাদানের ভলিউম পুনঃবন্টন করা হয়, একটি প্রিফর্ম তৈরি করে যা ডাইসে প্রবেশ করার আগে রডের চূড়ান্ত আকৃতিকে আনুমানিক করে।
- প্রি-ফোরজিং এবং ফাইনাল ফরজিং (ক্লোজড ডাই): দুটি অনুক্রমিক প্রেস অপারেশন রডকে আকৃতি দেয়: একটি প্রি-ফোরজ অপারেশন রুক্ষ জ্যামিতি স্থাপন করে এবং একটি নির্ভুল ডাই সেটে একটি চূড়ান্ত ফোরজ ফ্ল্যাশের সাথে কাছাকাছি-নেট আকৃতি অর্জন করে। হট ডাই ফোরজিং প্রেস, বৈদ্যুতিক স্ক্রু প্রেস বা CNC হাতুড়ি ব্যবহার করা হয় উৎপাদনের পরিমাণ এবং প্রয়োজনীয় সহনশীলতার উপর নির্ভর করে।
- ছাঁটাই, পাঞ্চিং এবং তাপ সংশোধন: ফ্ল্যাশ ছাঁটা এবং বল্টু গর্ত একটি গরম অবস্থায় খোঁচা হয়, অবিলম্বে forging পরে. উপাদানটি এখনও উষ্ণ থাকাকালীন তাপীয় সংশোধন রডের সরু শ্যাঙ্কে শীতল বিকৃতি রোধ করে।
- তাপ চিকিত্সা: নিভে যাওয়া এবং মেজাজ ইস্পাতের জন্য, রডগুলিকে অস্টেনিটাইজ করা হয়, তেল-নিভিয়ে দেওয়া হয় এবং লক্ষ্যের কঠোরতা এবং শক্ততা অর্জনের জন্য টেম্পার করা হয়। NQT স্টিলস সরাসরি ফোরজি থেকে নিয়ন্ত্রিত ত্বরিত কুলিং এর মাধ্যমে এই ধাপটিকে বাইপাস করে। বোঝা গরম ফোরজিং এবং কোল্ড ফোরজিং প্রক্রিয়ার মধ্যে পার্থক্য তাপীয় ইতিহাস কেন কাঠামোগত কর্মক্ষমতার জন্য এতটা ফলপ্রসূ হয় তা স্পষ্ট করতে সাহায্য করে।
- শট পিনিং: রডগুলিকে ছোট ইস্পাত শট দিয়ে বিস্ফোরিত করা হয় যাতে পৃষ্ঠের স্তরে সংকোচনকারী অবশিষ্টাংশ চাপ দেওয়া হয়। এটি প্রসার্য ক্লান্তি চাপকে সরাসরি মোকাবেলা করে এবং উচ্চ-সাইকেল পরিষেবার উদ্দেশ্যে সংযুক্ত রডগুলির জন্য অ-আলোচনাযোগ্য বলে বিবেচিত হয়।
- কোল্ড প্রিসিশন প্রেসিং, পরিদর্শন এবং সোজা করা: চূড়ান্ত মাত্রিক সংশোধনগুলি কোল্ড প্রেসের অধীনে করা হয়, তারপরে চৌম্বকীয় কণা পরিদর্শন (এমপিআই), পৃষ্ঠের চেহারা পরীক্ষা এবং ওজন পরিমাপ করা হয়। মিলিত সেটগুলি প্যাকেজিংয়ের আগে শক্ত সহনশীলতার মধ্যে ভারসাম্যপূর্ণ।
ফ্র্যাকচার স্প্লিটিং: বড় প্রান্তে স্পষ্টতা সুবিধা
সংযোগকারী রডের বড় প্রান্তটি — ক্র্যাঙ্কশ্যাফ্ট জার্নালে যে বোরটি আসন করে — সেটিকে অবশ্যই রড বডিতে বিভক্ত করতে হবে এবং সমাবেশের অনুমতি দেওয়ার জন্য একটি বিয়ারিং ক্যাপ থাকতে হবে। ঐতিহ্যগতভাবে, এই বিচ্ছেদটি রড বডি থেকে ক্যাপটি করাত বা মেশিন করার মাধ্যমে অর্জন করা হয়েছিল, যা উপাদানগুলিকে সরিয়ে দেয় এবং মিলনের পৃষ্ঠে মাত্রিক পরিবর্তনশীলতার পরিচয় দেয়।
ফ্র্যাকচার স্প্লিটিং (যাকে ক্র্যাক স্প্লিটিং বা এক্সপেনশন স্প্লিটিংও বলা হয়) একটি প্রাক-খাঁজযুক্ত বিভাজন লাইন বরাবর একটি নিয়ন্ত্রিত ভঙ্গুর ফ্র্যাকচারের সাথে উপাদান-অপসারণের পদক্ষেপটি প্রতিস্থাপন করে। একটি খাঁজ মেশিন বা নকল করা হয় বড় প্রান্তের বোরে, এবং একটি হাইড্রোলিক ম্যান্ড্রেল একটি সুনির্দিষ্টভাবে নিয়ন্ত্রিত বিভাজন বল প্রয়োগ করে। ফলস্বরূপ ফ্র্যাকচার পৃষ্ঠটি টপোগ্রাফিকভাবে অনন্য - মাইক্রোস্ট্রাকচারাল বৈশিষ্ট্যগুলির একটি নিখুঁত ইন্টারলকিং মানচিত্র। যখন ক্যাপটি পুনরায় একত্রিত করা হয়, তখন সেই পৃষ্ঠগুলি মাইক্রোন-স্তরের নির্ভুলতা দিয়ে মেশ করে, ভারবহন বোর গোলাকারতা অর্জন করে যা মেশিনযুক্ত বিচ্ছেদগুলি মেলে না।
মাত্রিক নির্ভুলতার বাইরে, ফ্র্যাকচার স্প্লিটিং বিভাজন পৃষ্ঠের মেশিনিং ভাতা দূর করে, সমাপ্তিতে উপাদান অপসারণ হ্রাস করে এবং "ক্র্যাকিং" ক্ষমতা সক্ষম করে যা পাউডার নকল রডগুলিকে উচ্চ-ভলিউম ফিনিশিং লাইনে নির্ভুল ডাই-নকল রডগুলির সাথে সরাসরি বিনিময়যোগ্য করে তোলে। কৌশলটি এখন যাত্রীবাহী গাড়ি এবং ব্যাপক উৎপাদনে হালকা-শুল্ক ডিজেল সংযোগকারী রডগুলির জন্য আদর্শ। নির্ভুল ফোরজিং কৌশলগুলির নির্ভুলতা সুবিধা সম্পর্কে আরও জানতে, দেখুন প্রথাগত ফোর্জিং এর উপর নির্ভুলতা ফোরজিং সুবিধা .
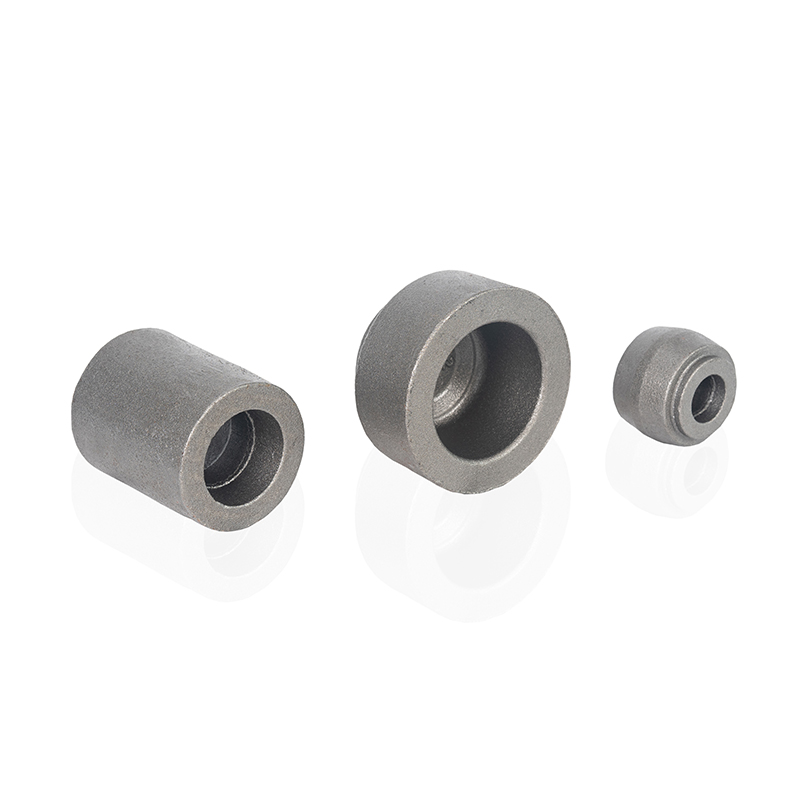
কানেক্টিং রডের জন্য হট ফোরজিং বনাম পাউডার ফোরজিং
দুটি প্রক্রিয়ার রুট শিল্প-স্কেল সংযোগকারী রড উৎপাদনে আধিপত্য বিস্তার করে। তাদের মধ্যে নির্বাচন করা হল উৎপাদনের পরিমাণ, মাত্রিক নির্ভুলতা প্রয়োজনীয়তা এবং খরচ কাঠামো সম্পর্কে একটি সিদ্ধান্ত।
হট ডাই forging (ফ্র্যাকচার-বিভক্ত ড্রপ ফরজিং) পেটা বার স্টক থেকে শুরু হয়। এটি উচ্চতর কাঁচামালের শক্তি অফার করে — তৈরি করা 4340 ইস্পাত সমতুল্য পাউডার ধাতুবিদ্যা গ্রেডের চেয়ে বেশি শক্ততা প্রদান করে — এবং ছোট-থেকে-মাঝারি উত্পাদন চালানো বা অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত যা সর্বোচ্চ যান্ত্রিক কর্মক্ষমতা প্রয়োজন, যেমন ভারী-শুল্ক ডিজেল বা মোটরস্পোর্ট সংযোগকারী রড। টুলিং বিনিয়োগ তাৎপর্যপূর্ণ, কিন্তু প্রতি-পিস খরচ স্কেলে প্রতিযোগিতামূলক।
পাউডার ফরজিং একটি sintered ধাতব পাউডার প্রিফর্ম থেকে শুরু হয় যা পুনরায় গরম করা হয় এবং একটি ফোরজিং প্রেসে সম্পূর্ণরূপে ঘনীভূত হয়। কাছাকাছি-নেট-আকৃতির আউটপুট নাটকীয়ভাবে পোস্ট-ফার্জ মেশিনিং সময় হ্রাস করে এবং ছোট প্রান্তে ভারসাম্যকারী বসকে বাদ দিতে সক্ষম করে, মাধ্যমিক ক্রিয়াকলাপগুলিকে কেটে দেয়। ন্যূনতম বাছাই সহ স্বয়ংক্রিয় সমাবেশ সমর্থন করার জন্য একটি উত্পাদন রান জুড়ে মাত্রিক ধারাবাহিকতা যথেষ্ট শক্ত। SAE প্রযুক্তিগত গবেষণা প্রমাণ করেছে যে নতুন উচ্চ-শক্তির পাউডার নকল উপকরণগুলি পরবর্তী প্রজন্মের পেট্রল এবং ডিজেল ইঞ্জিনগুলির ক্লান্তি কর্মক্ষমতা প্রয়োজনীয়তা পূরণ করতে পারে এবং খরচ-সংবেদনশীল উচ্চ-ভলিউম প্রোগ্রামগুলিতে পেটা ইস্পাত গ্রেডের সাথে সরাসরি প্রতিযোগিতা করতে পারে। সেই বেঞ্চমার্কিং গবেষণার বিশদ চিকিত্সার জন্য, দেখুন সংযোগকারী রড উৎপাদনের জন্য পাউডার ফোরজিং এবং ড্রপ ফোরজিং তুলনাকারী SAE প্রযুক্তিগত কাগজ .
| মানদণ্ড | হট ডাই ফোরজিং | পাউডার ফরজিং |
|---|---|---|
| কাঁচামালের শক্তি | উচ্চতর (গড়া শস্য কাঠামো) | ভাল (উচ্চ শক্তির পিএম গ্রেড উপলব্ধ) |
| মাত্রিক নির্ভুলতা | টাইট (নির্ভুল চাপ সহ) | খুব টাইট (নিকট-নেট আকৃতি) |
| পোস্ট-ফার্জ মেশিনিং | পরিমিত | ন্যূনতম |
| টুলিং খরচ | উচ্চ | পরিমিত-High |
| সেরা ভলিউম রেঞ্জ | নিচু থেকে উচ্চ | উচ্চ volume (automotive OEM) |
| ফ্র্যাকচার স্প্লিট সামঞ্জস্যপূর্ণ | হ্যাঁ | হ্যাঁ |
কানেক্টিং রড ফরজিং-এ মান নিয়ন্ত্রণের মানদণ্ড
একটি সংযোগকারী রড যা ভিজ্যুয়াল পরিদর্শন পাস করে কিন্তু একটি সাবসারফেস সীমকে আশ্রয় করে তা শেষ পর্যন্ত মাঠে ব্যর্থ হবে। কঠোর অ-ধ্বংসাত্মক পরীক্ষা ঐচ্ছিক নয় - এটি এমন একটি প্রক্রিয়া যার মাধ্যমে ফোরজিং প্রক্রিয়ার বৈচিত্র সমাবেশের আগে ধরা পড়ে।
নির্ভুল সংযোগকারী রড ফোরজিংসের মানক মান নিয়ন্ত্রণের ক্রমটিতে নিম্নলিখিত পদ্ধতিগুলি অন্তর্ভুক্ত রয়েছে: চৌম্বক কণা পরিদর্শন (MPI) দুইবার প্রয়োগ করা হয় — একবার ফরজিংয়ের পরে (ডাই কন্টাক্ট থেকে ল্যাপ, সিম এবং পৃষ্ঠের ফাটল ধরার জন্য) এবং একবার তাপ চিকিত্সার পরে (ফাটল নির্ণয় করতে)। MPI নির্ভরযোগ্যভাবে ফেরোম্যাগনেটিক স্টিলে পৃষ্ঠ এবং কাছাকাছি-পৃষ্ঠের বিচ্ছিন্নতা সনাক্ত করে। রকওয়েল হার্ডনেস টেস্টিং যাচাই করে যে তাপ চিকিত্সা রড ক্রস-সেকশন জুড়ে লক্ষ্য কঠোরতা অর্জন করেছে। স্পেসিফিকেশনের বাইরের কঠোরতার মানগুলি ভুল প্রমাণীকরণের তাপমাত্রা, অপর্যাপ্ত শোধন হার, বা টেম্পারিং ত্রুটিগুলি নির্দেশ করে। মাত্রিক পরিদর্শন CMM সরঞ্জাম ব্যবহার করে বোরের ব্যাস, কেন্দ্র-থেকে-কেন্দ্রের দৈর্ঘ্য, হাঁড়ির সোজাতা এবং ওজন পরীক্ষা করে। একটি রড সেট জুড়ে ওজন মেলানো ইঞ্জিনের ভারসাম্যের জন্য গুরুত্বপূর্ণ। ক্লান্তি পরীক্ষা প্রতিটি ব্যাচের নমুনা রডগুলি নিশ্চিত করে যে লটটি গ্রাহক বা প্রযোজ্য ASTM/SAE মান দ্বারা নির্দিষ্ট কাঠামোগত অখণ্ডতার প্রয়োজনীয়তা পূরণ করে।
নির্ভুল ফোরজিং গুণমান সিস্টেমে প্রয়োগ করা পরীক্ষার পদ্ধতি এবং মানগুলির সম্পূর্ণ ভাঙ্গনের জন্য, এই সংস্থানটি দেখুন ধাতুবিদ্যা পরীক্ষার পদ্ধতি এবং ফোরজিতে মান নিয়ন্ত্রণ .
সংযোগকারী রডগুলির জন্য কীভাবে একটি ফোরজিং প্রস্তুতকারক নির্বাচন করবেন
সমস্ত ফোরজিং সরবরাহকারী নির্ভুল সহনশীলতার সাথে সংযোগকারী রড তৈরি করতে সজ্জিত নয়। উপাদানটির জ্যামিতি — দীর্ঘ অক্ষ, বিভিন্ন ক্রস-সেকশন, টাইট বোর প্রয়োজনীয়তা — নির্দিষ্ট সরঞ্জামের কনফিগারেশন এবং প্রক্রিয়া নিয়ন্ত্রণের দাবি করে যা সাধারণ-উদ্দেশ্য জালিয়াতির দোকানগুলি বজায় রাখতে পারে না।
নিম্নলিখিত মানদণ্ড সরবরাহকারী মূল্যায়ন চালাতে হবে:
- সরঞ্জাম ক্ষমতা: সরবরাহকারীকে রোল ফোরজিং প্রিফর্ম ক্ষমতা সহ ডেডিকেটেড কানেক্টিং রড ফোরজিং লাইন, মিলিত প্রি-ফোরজ এবং ফাইনাল-ফোরজ ডাই এবং ইন্টিগ্রেটেড ট্রিমিং/পাঞ্চিং স্টেশনগুলি পরিচালনা করা উচিত। একটি সাধারণ হাতুড়িতে একক-ইমপ্রেশন ফরজিং নির্ভুল রডের জন্য উপযুক্ত নয়।
- উপাদান সার্টিফিকেশন: সমস্ত ইনকামিং বার স্টক এবং ইন-প্রসেস রাসায়নিক বিশ্লেষণের জন্য মিল সার্টিফিকেশন প্রয়োজন। 4340-গ্রেডের রডগুলির জন্য, যাচাই করুন যে খাদটি ASTM A29 বা সমতুল্যের সাথে মেলে এবং তাপ বিলেট থেকে সমাপ্ত রড পর্যন্ত সনাক্ত করা যায়।
- তাপ চিকিত্সা নিয়ন্ত্রণ: নিশ্চিত করুন যে সরবরাহকারী নিয়ন্ত্রিত-বায়ুমণ্ডলীয় তাপ চিকিত্সা চুল্লিগুলি ক্রমাঙ্কিত তাপমাত্রার অভিন্নতার সাথে পরিচালনা করে। অনিয়ন্ত্রিত বায়ুমণ্ডল রডের উপরিভাগে ডিকারবুরাইজেশন ঘটায় - একটি ক্লান্তি শুরু হওয়ার ঝুঁকি যা সনাক্ত করা কঠিন এবং বিপরীত করা অসম্ভব।
- MPI এবং মাত্রিক পরিদর্শন পরিকাঠামো: ইন-হাউস MPI ক্ষমতা, সাবকন্ট্রাক্টেড নয়, নিশ্চিত করে যে পরীক্ষার ফ্রিকোয়েন্সি এবং কভারেজ উৎপাদন গতির সাথে মিলে যায়।
- ফ্র্যাকচার বিভক্ত ক্ষমতা: স্বয়ংচালিত OEM প্রোগ্রামগুলির জন্য, নিশ্চিত করুন যে সরবরাহকারীর ফ্র্যাকচার স্প্লিটিং সরঞ্জাম রয়েছে এবং উত্পাদন রান থেকে বোর গোলাকার ডেটা প্রদর্শন করতে পারে।
- কাস্টমাইজেশন এবং প্রোটোটাইপিং: নন-স্ট্যান্ডার্ড ইঞ্জিন প্ল্যাটফর্মগুলির জন্য, সরবরাহকারীর নতুন ডাই সেট ডিজাইন এবং কাটা, প্রোটোটাইপ ব্যাচ চালানো এবং জ্যামিতিতে পুনরাবৃত্তি করার ক্ষমতা একটি উল্লেখযোগ্য সুবিধা।
জিয়াংসু নানয়াং চুকিও টেকনোলজি সর্বত্র অ্যাপ্লিকেশনের চাহিদার জন্য নির্ভুল ডাই ফোরজিংসে বিশেষজ্ঞ প্রকৌশল যন্ত্রপাতি এবং যানবাহন ট্রান্সমিশন সিস্টেম , ইন-হাউস তাপ চিকিত্সা, MPI পরীক্ষা, এবং সম্পূর্ণ মাত্রিক পরিদর্শন ক্ষমতা সহ। কাস্টম ফোরজিং সমাধান প্রয়োজন প্রকল্পের জন্য, কাস্টম ধাতু forging সরবরাহকারী নির্বাচন গাইড জটিল জ্যামিতিতে অংশীদারদের মূল্যায়নের জন্য অতিরিক্ত মানদণ্ডের রূপরেখা দেয়৷৷










আমাদের পণ্যগুলিতে প্রাথমিকভাবে মোটরগাড়ি শিল্প, নির্মাণ যন্ত্রপাতি শিল্প, শিল্প উপকরণ শিল্প এবং তরল সরঞ্জাম শিল্পের জন্য নকল উপাদানগুলির উত্পাদন জড়িত।
দ্রুত লিঙ্ক
পণ্য লিঙ্ক
আমাদের সাথে যোগাযোগ করুন
-
Address:নং 5 জুনরং রোড, ডাইটিউ টাউন, লিয়াং সিটি, জিয়াংসু প্রদেশ, চীন
-
Tel:+86-18112316383
